|
Manuals Installation, Operation, Illustration and Parts Manuals for Star Progressive Reloading Tools are now online and ready for downloading! If you require a complete original photocopy of a Star manual or price list we will be happy to supply it if you send a self addressed stamped envelope along with your request. All photocopies of originals are quality black and white and will be reproduced in original format whenever possible. Our thanks to members that submit original documents* or sent images to the archives. If you have an older or newer versions or any other documents, clippings, or history to submit to the archives we want to hear from you! Please contact the archivist via our Contact Form. * We scan and return all originals within 10 days of receipt. The following documents are published electronically online and available for immediate downloading as Acrobat PDF files. 1. Instructions for Installing and Operating... 2. Illustration and Parts List 3. Downloads |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
If you are not an experienced reloader you should get assistance from some experienced person, preferably some one that has operated the Star tool. There have been many guns blown apart and some personal injuries on account of faulty operation and care of the loading tools. The modern pistol powders have approximately the power of dynamite, and primers may ignite very easily. We recommend wearing plastic goggles for face mask while operating the tool. Remember the loader has no brains, and the powder carrier delivers a charge every time it completes its cycle whether you want it to or not, and the primer carrier dies the same. The tool needs lubricating but you must keep the powder carrier, housing and spout free from all traces of oil. Keep the tool head on that relative location perfectly dry by wiping with rag. This applies to primer carrier also. This is extremely important. INSTALLING MACHINE In order that you may have the correct position for reloading, you should build a bench by using a board 4 feet or more in length; about 2 inches thick and 12 inches wide, using 3 or 4 legs long enough to make the bench about the same height as a chair. In the center of the bench build up a portion 5 inches high, making holes in the top for the loaded shells and fired primers to drop through into trays set under the reloader and on top of the bench; then bolt the reloader down on the top of the raised portion. The raised portion should extend out far enough to the left of the reloader to have room to set two trays containing empty shells and bullets. This arrangement will leave room enough on one end of the bench for the operator to sit while reloading and should you have a helper, he can sit on the other end. After you have your reloader installed and before trying to do any reloading, you should make a study of each operation. Before filling the powder magazine or putting primers in the tube, we would suggest that you run a few empty shells through, bringing the lever all the way down each time you insert and position a shell in the plate, and watch carefully each station so that you will know just what is taking place, at the same time you will learn why there is a loaded shell at each stroke of the lever. To fill the shell plate, insert a shell in opening at left and shift to the right with a slight snap, stopping at the first station, allowing the place to rebound back a trifle, (which will allow the finished reload to drop through the base of the machine when you are reloading). Now move the safety cam at the left forward so that you can pull the lever all the way down. Repeat this operation until all four stations are filled. Then, when you move the next shell to the first station, you will notice that the shell that drops through the base will push the safety cam over before falling through. When you think you fully understand all of the operations you can arrange for reloading by inserting the long brass tube (which is the primer magazine) into the brass ferrule at the right of machine; be sure it seats to the bottom in ferrule. Use the short tube (there is one for each size primer) for picking up the primers. After placing them in a flat bottom container, push the filler tube don over the primers that are closed end up. When full, invert over primer magazine, pull cotter pin and push primers out of the filler into the magazine. Place the rod GENTLY on top of the primers. This helps them to feed, and be sure they are feeding by taking notice now and then to see if the rod is lowering. DO NOT JAM the rod in the magazine as you may ignite primers. After the first shell has passed the priming station, you can now fill the powder magazine, and be sure the shell is under the powder spout before you pull the lever or you will drop powder on the machine and gum it up. When the shell is moved to the next station you use your left hand to place a bullet in position over the shell, pull the lever down until the bullet enters the die, then remove fingers as you bring the lever all the way down. Some operators prefer to place the bullet in the case under the powder charger after the case has been charged before indexing the plate. Do not try to load too fast in the beginning, but be sure you are doing everything correctly. After you have operated the machine for a short time you will find that you can place the bullet without looking in that direction. Be sure the loaded shell drops through each time or it will jam the machine the next time you pull the lever. Note: Rim shells are the only ones that will drop through the machine. Rimless shell must be fingered out of the port at the safety cam. Do not operate the safety cam with fingers from now on, let it operate automatically. Be sure you shells are clean and use the same size primers. See instructions for changing primer punch. You are now handling explosives at your own risk and face all dangers in accord with them. You must exercise extreme precaution and bear in mind that you are operating a powder charging machine. Every complete or nearly complete stroke of the lever throws a charge of powder. Be sure you know what you are doing before pulling the lever. If in doubt, inspect the shell under the powder spout by removing it. If for any reason the machine fails to operate with usual pressure, DO NOT FORCE but locate the cause. CAUSES OF THE MACHINE JAMMING When out of primers, the feed rod enters the carrier and locks shifting plate. If you fail to punch out old primer a new one cannot enter. If you try to put a large primer in small pocket. If shell strikes the end of resizing die instead of entering. TO CHANGE PRIMER SLIDES, TOOL HEADS AND PUNCH Unhook tool head spring. Drive out taper pin that holds T casting at top, lift it and tool head off. Remove stop pin in safety cam and swing clear. Loosen clamp screw in thrust nut, and remove nut and plate from machine. Unscrew primer slide angle lever screw (#50) enough to raise angle lever (#48) so primer slide will come out. Remove primer punch nut with slotted screw driver. By punching down on the plunger at left, primer punch will raise so you may grasp it with fingers or tweezers. After changing primer punches cinch slotted nut securely. Be sure to use large slide with large punch and small slide with small punch. When you have put the shell plate back on the machine, screw thrust nut clear down on plate and back off about 1/8th. of a turn. Secure clamp screw in nut. Plate must turn freely but should not have excessive up and down play. NOTE: ESPECIALLY IMPORTANT
TO ADJUST PRIMERS IN SHELL Should you like the primers to seat deeper in the shell, just lower the adjustable push rod at the left of resizing die. This rod operates the lever in the base of the tool that seats the primer. Should you try to operate the tool when the primer tube is empty, you may strain the primer feed parts as the follower rod drops in the slide and locks it. If primers show indication of going in shell crosswise or crooked, not special instructions for adjusting primer carrier outlined by border. If this does not correct trouble, a new slide is needed. CAUTIONS DO NOT put powder in hopper unless you have a shell at that station to receive it as you will charge powder on the plate and gum it up. DO NOT leave powder in the hopper from day to day as it will cake and you will be bothered with blanks. To remove powder, unscrew hopper and slip a card under it while you turn it over. Dump back in your powder can. REMOVE ALL SHELLS and primer feed rods and pump out balance of powder on piece of paper by working lever. DO NOT use unusual force in any operation of the machine as there is possibility of igniting a primer (should one become wedged) or injuring some delicate part of the machine. DO NOT oil the powder slide or allow oil to run into it from the machine; keep hopper clean and dry. DO NOT FINGER the safety cam after the first finished shell operates it as there is danger of double charging if you do. DO NOT FORGET your powder hopper and let it run empty. DO NOT use gasoline or solvent on your shells. It makes them so dry that they may stick to the die and cause scratches. After your shells are clean and free of grit just before starting to reload, dip the tips of your fingers in hydrous lanolin and stir the shells. A very little lubrication will keep them from sticking. IMPORTANT NOTICE NEVER USE FORCE WHEN HANDLING PRIMERS Should a defective primer become lodged in the tube, a few taps on the side of the tube will usually dislodge it. Operators have been injured by trying to drive the primers through the tubes with a piece of metal. After all a primer that would not explode by hammering will not do so in the gun. CARE OF STAR PROGRESSIVE LOADER Keep all parts subject to wear, including cam that operates angle lever, slightly lubricated (except the powder carrier). Lubricate primer slide with small amount of dry graphite only. (Keep tubes clean and dry.) Keep this instruction sheet and refer to it occasionally. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
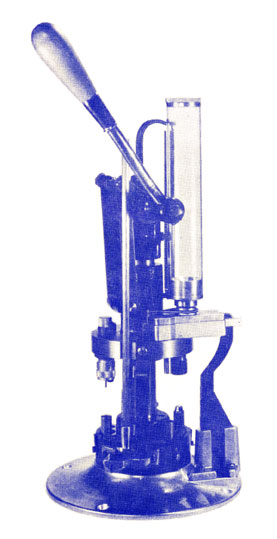
In the PROGRESSIVE RELOADING TOOL a complete reload is made in one stroke of the hand lever and by handling the shell only once. In stability of continuous operation it is unsurpassed by any loader in the field. The powder carrier has passed the closest inspection and throws as accurate a charge as can be metered. All tools and dies are adjustably mounted in a tool head, performing their operations on the shells in their respective positions simultaneously. Its name, PROGRESSIVE RELOADING TOOL, is derived from its method of operation, progressively reloading shells from one stroke of the hand lever, a complete load to each stroke. LEADERSHIP THE PROGRESSIVE RELOADING TOOL was originally designed and patented by us and has been the accepted leader in its field for over 50 years. Only a few minor changes have been made since the original model was placed on the market due to the soundness of the fundamental design and the accuracy with which each part is made. Its acceptance by leading pistol and revolver shooters is based on excellence of performance and trouble free operation. THE PROGRESSIVE RELOADER is manufactured complete in our own well-equipped shop, by our specially trained mechanics. When we state that it will last a lifetime, we mean just that. We have testimonial letters on file that have been sent to us voluntarily and many of these tools have reloaded over one million shells. THE STAR LUBRICATOR and RESIZER
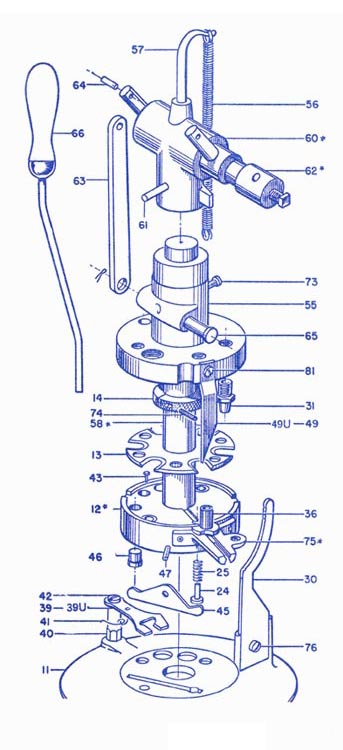
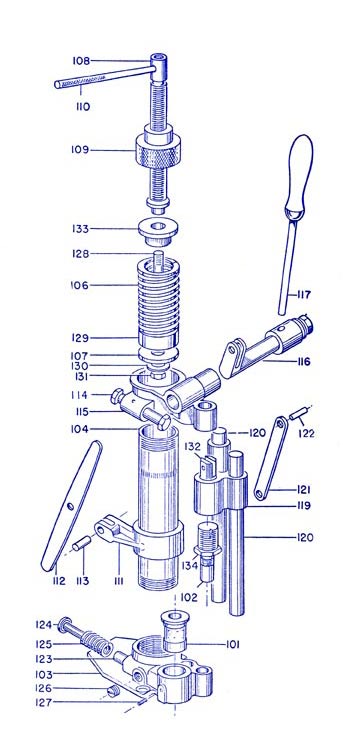
OPERATION This lubricator embodies a newly perfected method of lubricating bullets; is substantially and carefully built and is accurate and positive in its operations. A storage pressure system is used in the grease reservoir, by means of a compression spring, which feeds the grease to a high-pressure pump which automatically forces the lubricant into the grooves of the bullet. The bullet is then forced through the die by the entering of the next one. One setting of the pressure screw greases from 100 to 200 bullets. The bullets being forced on through the die makes this tool about three times as fast as the ordinary lubricator. This tool is becoming as famous as the PROGRESSIVE RELOADING TOOL among shooters for its accuracy and speed. It is equipped with hardened dies and is adaptable to any caliber. It is sold on a money back guarantee if not satisfactory after a week’s trial. OWNERSHIP AND GUARANTEE THE PROGRESSIVE RELOADING TOOL is sold on an unconditional money-back guarantee. Use the tool for one week and if you are not more than satisfied notify us that you are returning it and we will refund your purchase price. The only expense to you will be the transportation one way. If the tool has been abused and needs repairs, we will charge for same. We have been selling this reloading tool for over 50 years under this money back guarantee and have not been asked for a refund up to this time. IMPORTANT ORDERING INFORMATION The reloader parts are illustrated in two columns in order to distinguish the relative positions of the many parts. The parts terminating with the letter “U” fit the Universal or adaptable tool only. All other parts are interchangeable. For example, the steel floor base for the .38 caliber tool is #12. Same part for the Universal or adaptable tool is #12U. Buller seater #20 is for the 38 and 32 caliber and #20U is for larger calibers which would be used on the Universal tool. The Universal Reloader is distinguished from the Progressive Reloader by three No. 79U Shell Base Locating Straps on the Steel Floor Base and Powder Slide Housing marked OO. The parts terminating in an asterisk (*) should be assembled at our factory where we have the necessary jigs and tools. #49 may be installed by purchaser, but will need to be fitted. To adjust: Bend part #49 toward column shaft or vice versa until primer slide stops gently against the column shaft when the tool head is at the bottom of its travel. When ordering #71 or #27 specify “O” (¼ inch thick) or “OO” (5/16 inch thick), give description of powder and number of grains desired. When ordering dies and bullet punches for the Lubricator and Resizer specify maker’s name of mould and bullet number of send sample bullet. Specify all details, including desired caliber, when ordering parts whose dimensions are determined by caliber. If numerous parts of your tool are worn, we suggest sending it to us for an estimate on rebuilding it. Progressive Reloading Tool, w/Carbide Resizing Die, .38 special only. This tool will not adapt to load other calibers or the .38 Auto rimless. (Specify bullet number and powder charge.) Approximate shipping weight – 27 lbs. Universal Reloading Tool, w/Carbide Resizing Die. This tool will adapt to the popular hand gun calibers. We stock those parts necessary to load the 45 ACP and the 38 special. Approximate shipping weight – 27 lbs. Extra Tool Head Tooled for one caliber, includes shell plate, w/Carbide Die 9for Universal Reloader only.) Approximate shipping weight – 8 lbs. Set of Dies (to convert universal to load another caliber): Consists of 1 ea., #13 Shell Plate, #15c and #19 Carbide Resizing Die and Nut, #16 and #17 Shell Expander Plug and Nut, #18 and #19 Crimping Die and Nut, #20 and #69 Bullet Seater and Nut, and #27a Powder Slide. Note this does not include Tool Head. These dies must be installed by you in your Tool Head. STAR RELOADING TOOL Illustration - Column 1
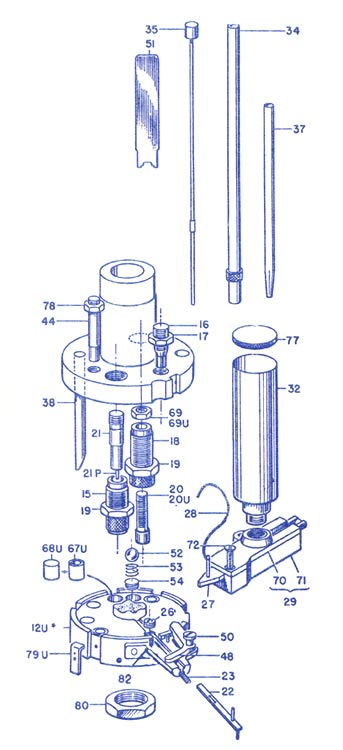
Illustration - Column 2
STAR RELOADING TOOL PARTS LIST
STAR LUBRICATOR AND RESIZER Star Lubricator Resizer Illustration
STAR LUBRICATOR AND RESIZER PARTS LIST
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Downloads
If you do not have the free Adobe Reader software, you may click on the icon below to be redirected to Adobe's download site or click here:
To open a PDF file click the image or the Download PDF link for the document you want. The file will open in your Acrobat Reader software. Click the Save to Disk icon in Acrobat to save the file. Use the back button or return to your browser to continue on this website. To save a PDF file right click the image or the Download PDF link for the document you want. Select "Save Target As..." from the menu and select a location to save the file to your disk. Note: PDF documents are reformatted and edited to facilitate small download file sizes. The layout and fonts have been adapted to fit electronic viewing and printing methods. Some content was removed where it is no longer correct and would cause confusion. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ©2003 StarReloaders.com All rights reserved by StarReloaders.com and it's members* * Notes & Legal Disclaimers: Star Machine Works logo and original materials are from the former Star Machine Works Company, San Diego, CA. This website is not affiliated in any way with the former Star Machine Works. We do not claim to be experts. Some of our members have years of experience with the Star Machine Works Co. and their products. CAUTION: Reloading can be dangerous and any content, suggestions, or opinions offered by members, guests, or owners of this site are just that -- opinions. Check any advice carefully and proceed with caution. Always follow safety precautions or ask someone with more experience for assistance. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

click Star to go to top of page |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||